О проблемах мониторинга стационарного оборудования нефтеперерабатывающих и нефтехимических производств
А.Г. Комаров, В.Н. Толкачев, Е.В. Филимонов
ОАО «ВНИКТИнефтехимобоpудование»
В настоящее время, в связи с тенденциями увеличения межремонтных пробегов технических устройств (ТУ), а также эксплуатацией оборудования по его техническому состоянию, все большую актуальность приобретают задачи прогнозирования и адекватной оценки состояния оборудования в течение межремонтного цикла. Зачастую данные ТО и ТД, проводимых во время все более уменьшающихся периодов ремонта, не могут обеспечить необходимый уровень безопасности производства в течение увеличенного периода эксплуатации. Иными словами, время между началом развития дефекта и увеличением его размера до критического, оказывается меньше времени межремонтного пробега.
Помочь в решении подобных ситуаций может применение систем комплексного мониторинга технического состояния ТУ.
Как правило, ответственное оборудование, для которого наиболее актуально применение систем мониторинга, включает:
- Оборудование для хранения нефт. и хим. продуктов, в том числе газов в сжиженном состоянии – емкости, газгольдеры, резервуары шаровые и вертикальные, изотермические хранилища.
- Технологическое оборудование НП и НХ предприятий – реакторы, вакуумные колонны, коксовые камеры, теплообменное оборудование.
- Технологические и межцеховые трубопроводы, работающие в условиях высоких температур, давлений и агрессивных сред.
Основные вопросы решаемые при организации мониторинга:
- Определение типов, номенклатуры и зон ТУ, в которых наиболее вероятно появление и развитие дефектов.
- Определение видов ожидаемых и вероятных в ТУ дефектов, механизмов и моделей их возникновения и развития. Определение критического для ТУ размера дефекта.
- Выбор методов НК для мониторинга. Формирование структуры мониторинга, включающей состав, периодичность и процедуры применение различных методов НК.
- Определение адекватной системы критериев состояния оборудования по результатам мониторинга.
- Оценка интегральной чувствительности, включающей максимум факторов, а также вероятность как перебраковки, так и недобраковки дефекта, влияющих на результаты своевременного выявления дефектов различными видами НК.
- Определение процедур вывода оборудования из эксплуатации при соответствующих результатах мониторинга.
Для использования в системах комплексного мониторинга могут быть предложены следующие методы НК, которые могут быть применены для контроля оборудования в рабочем режиме:
- Толщинометрия и ультразвуковая дефектоскопия по горячей поверхности.
Традиционная ультразвуковая толщинометрия получила развитие в виде систем ультразвукового коррозионного мониторинга.
Такое оборудование, прежде всего, необходимо там, где наблюдается сильный коррозионный и эрозионный износ, где оперативно необходимо принимать решение об остановке и ремонте оборудования, в местах, где затруднен доступ к оборудованию (высота, наличие изоляции, футеровка, оборудование в грунте и.т.д.), там, где необходимо управлять процессами инъекции ингибиторов коррозии.
Так, фирма Дженерал Электрик (GE) предлагает два варианта такого ультразвукового коррозионного мониторинга: Rightrax HT с температурой поверхности до 350 °C и Rightrax LT с температурой до 120 °C.
Система представляет собой постоянно установленные на поверхность оборудования датчики, контакт с которой обеспечивается прижимным устройством через слой фольги (вариант Rightrax HT) или клеевым составом (вариант Rightrax LT). Датчик Rightrax HT состоит из одного преобразователя (5,0 МГц) и волновода. Датчик Rightrax LT состоит из 14 элементов (8,0 МГц), что позволяет оценивать всю интегральную поверхность под преобразователем 200х12мм. Использование данных преобразователей возможно как в варианте постоянного мониторинга, так и в виде периодического с применением переносных ультразвуковых дефектоскопов.


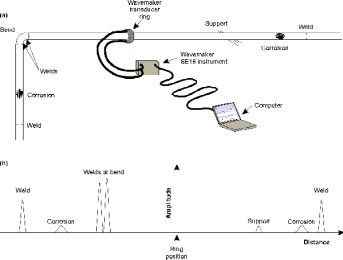
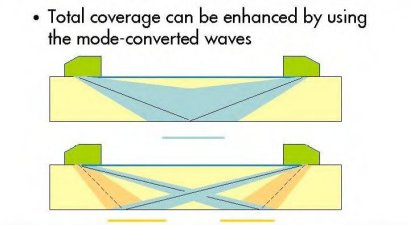
- Guided Ultrasonic Wave Technique (контроль трубопроводов, до 180°С).
Метод основан на использовании матрицей ультразвуковых преобразователей низкочастотных направленных ультразвуковых волн.

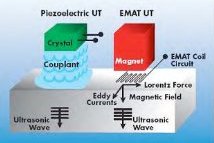
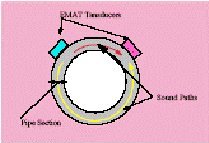
- EMAT (ElectroMagnetic Acoustic Tranducers) (контроль трубопроводов, бесконтактный метод, до 650°С).
Представляет собой бесконтактные электромагнитные акустические преобразователи генерирующие ультразвуковой импульс в объекте. Волны, прошедшие через материал объекта, вызывают появление электрического ток в приемнике. Этот сигнал дает информацию о внутренней структуре объекта НК.
- TOFD (Дифракция времени пролёта) (св. соединения, обычно до 200°С, малый объем контроля - до 450°С). Метод контроля двумя датчиками в раздельно-совмещённом режиме. TOFD обнаруживает и регистрирует сигналы, отражённые от краёв дефекта.

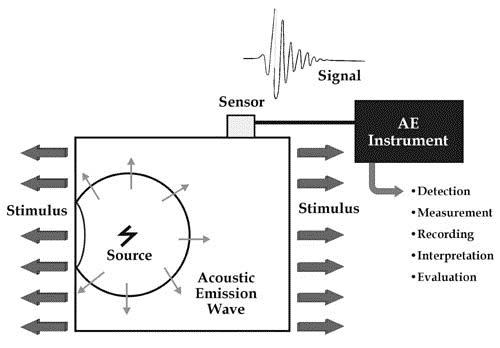
- Метод акустической эмиссии (до 550°С). Традиционная схемы регистрации/анализа, анализ непрерывной АЭ (формы волны).
- Lixi Technique (трубопроводы, бесконтактная радиография в реальном времени)

- Системы с применением Импульсных вихревых токов (Pulsed eddy currents – PEC, от -150 до 500°С) , создаваемые импульсным электромагнитным полем.
 В отличие от обычных вихретоковых методов, метод импульсных вихревых токов (PEC) возбуждает катушку зонда повторяющимися широкополосными прямоугольными импульсами. Результирующие кратковременные импульсы в катушке индуцируют кратковременные вихревые токи в образце, ассоциированные с сильно ослабленными магнитными импульсами, распространяющимися через материал. Анализируется затухание импульса, наведенного в катушке приемника.
В отличие от обычных вихретоковых методов, метод импульсных вихревых токов (PEC) возбуждает катушку зонда повторяющимися широкополосными прямоугольными импульсами. Результирующие кратковременные импульсы в катушке индуцируют кратковременные вихревые токи в образце, ассоциированные с сильно ослабленными магнитными импульсами, распространяющимися через материал. Анализируется затухание импульса, наведенного в катушке приемника.
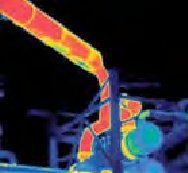
- Тепловизионные методы НК

Рассмотрим некоторые аспекты применения АЭ метода НК в системах мониторинга (в том числе комплексного) оборудования НП и НХ предприятий. АЭ метод хорошо подходит как основа систем комплексного мониторинга. Однако, в любом случае необходимо комбинирование АЭК с другими методами НК, которые могут быть применены в рабочем режиме.
Типы АЭК:
- Традиционный периодический АЭК (во время ТО или ТД, проводимый в соответствии с ПБ 03-593-03, с изменением давления 1,05-1,25РРАЗР[σ]20/[σ]T)
- Периодический мониторинг работающего оборудования с изменением давления (выполняется обычно раз в год)
- Периодический мониторинг работающего оборудования без изменения давления (периодичность произвольная)
- Постоянный мониторинг
Традиционный периодический АЭК (выполняется обычно во время ТО или ТД):
+ относительно низкая стоимость,
+ высокая чувствительность, высокая вероятность выявления дефектов,
+ используется АЭ оборудование исполнителя,
- необходимость выведения оборудования из эксплуатации, отглушение, необходимость повышения нагрузки до 105-125% от эксплуатационной.
Основная проблема традиционного АЭК – если для ТУ возможен механизм зарождения и развития дефекта до критического размера в течение межремонтного пробега.
Способы, параметры и особенности реализации мониторинга (для периодического мониторинга обоих видов и постоянного мониторинга):
Для достоверного выявления развивающихся в настоящее время дефектов, и, следовательно, критически и катастрофически активных, достаточно проводить контроль (мониторинг) при постоянном (не менее максимального рабочего) уровне нагрузки. Для достоверного выявления дефектов, которые проявят себя в будущем, необходимо увеличение на короткое время (около 10-20 мин) рабочих параметров на величину 103-105% от максимальных рабочих параметров в течение 1 года перед испытанием. Температура при мониторинге, как правило, остается постоянной (рабочей).
ПАЭ, как правило, устанавливаются на волноводы. Волноводы необходимо подготовить и установить заранее, во время ремонта, согласно предварительно разработанному проекту. Наилучший выбор – приваренные волноводы, длиной до 800 мм.
Если традиционный АЭК и периодический мониторинг проводится аттестованными в области АЭК специалистами и решение по результатам контроля принимается оперативно, то постоянный мониторинг проводится, как правило, в автоматическом режиме, без присутствия специалистов непосредственно на месте реализации системы мониторинга.
Необходимы предварительные исследования в области помех, способов максимального снижения их уровня, выбора адекватных параметров регистрации и анализа данных АЭК. В зависимости от результатов – подбор оборудования.
Периодический мониторинг с изменением давления (выполняется обычно раз в год):
+ относительно низкая стоимость, не требуется вывода ТУ из эксплуатации,
+ возможен выборочный АЭК наиболее опасного оборудования/зон оборудования.
+ можно использовать высокотемпературные ПАЭ (до 550С), при условии возможности их закрепления,
+ используется универсальное АЭ оборудование исполнителя,
- меньшая чувствительность по сравнению с традиционным АЭК,
- необходимость изменения рабочих параметров ТУ в диапазоне -3-5% от эксплуатационной нагрузки.
Периодический мониторинг без изменения давления (периодичность произвольная)
То же, что и Периодический мониторинг с изменением давления, кроме:
+ не требуется изменения рабочих параметров
Периодический мониторинг без изменения давления имеет большую «интегральную» чувствительность по сравнению с постоянным мониторингом, но меньшую чувствительность по сравнению с традиционным АЭК и с периодическим мониторингом без изменения давления.
Постоянный комплексный мониторинг
+ получение информации о состоянии оборудования в реальном времени,
- высокая стоимость, высокая сложность (наличие параллельно подключенных датчиков перемещения, коррозии, толщинометрии, ветра, вибрации и т.п., развитая кабельная система),
- в зоне проведения мониторинга отсутствуют опытные специалисты по АЭ,
- необходимость применения постоянно смонтированного оборудования во взрывозащищенном исполнении, специализированных ПАЭ (высокочастотных), для охвата всей поверхности необходимо использовать повышенное количество ПАЭ или организовывать мониторинг только наиболее нагруженных зон объекта.
- за состояние оборудования отвечает заказчик,
- расходы по поддержке и обслуживанию системы мониторинга несет заказчик.
База дефектов и система оценки
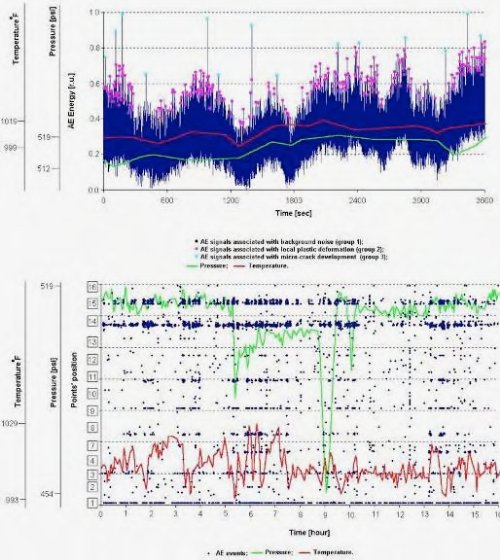
Поскольку значительного изменения параметров во время мониторинга, как правило, не происходит, и вследствие этого чувствительность АЭ метода НК понижена, большое значение имеет формирование общей базы выявленных при мониторинге дефектов. Особое значение наличие такой базы имеет при осуществлении проектов постоянного мониторинга. Подобная база может формироваться как по данным уже осуществленных проектов мониторинга, так и по данным периодического мониторинга оборудования, как без изменения, так и с изменением параметров. База должна включать параметры выявленных дефектов, особенности их проявления, время (или иной параметр) характеризующий скорость развития дефекта.
При реализации проектов постоянного мониторинга важнейшее значение имеет формирование адекватной системы оценки состояния ТУ по данным мониторинга. При этом, учитывая стохастическую природу АЭ, повышенный уровень помех, имеющий место при работе оборудования, формирование такой системы является весьма сложной задачей. Целесообразно, на наш взгляд, использование четырехуровневой системы оценки состояния:
- Нормальное состояние
- Состояние внимания
- Состояние тревоги
- Катастрофическое состояние
Каждому уровню состояния должны быть предписаны определенные действия. При этом наиболее ответственным представляется уровень 3 (Тревога). Если состояние контролируемого ТУ оценивается уровнем 3, то решение вопроса о продолжении его эксплуатации должна принимать сформированная заранее рабочая группа, включающая специалистов, ответственных за эксплуатацию и состояние ТУ, специалистов по АЭК, другим методам НК.
При этом, при проектировании системы постоянного мониторинга, необходимо определить и задать уровни оценки так, чтобы при выбранной модели развития вероятных дефектов, максимальное время сбора рабочей группы и формирования решения о продолжении эксплуатации не превышало времени развития дефекта из состояния тревоги до катастрофического состояния.
Особенности реализации
Возможность успешной реализации и функционирования систем постоянного мониторинга сильно зависит от типа ТУ, для которых они реализуются. Так, системы мониторинга достаточно давно и успешно реализуются для оборудования для хранения нефт. и хим. продуктов, где достаточно просто отстроиться от помех, которые являются основной проблемой АЭК, хотя образование льда на волноводах и ПАЭ, его растрескивание также является проблемой.
Технологическое оборудование имеет гораздо более высокий уровень помех и вибраций, высокую температуру. Это накладывает повышенные требования как к технической реализации системы мониторинга (надежность кабельной системы, установки ПАЭ), так и программной (критерии оценки результатов мониторинга).
При разработке системы постоянного мониторинга необходимо предусмотреть комплексный характер его схемы – должны оцениваться не только АЭ характеристики, но и параметры НДС (тензометрия), температура, давление, перемещения, погодные условия…
О чувствительности и периодичности выполнения различных видов АЭК.
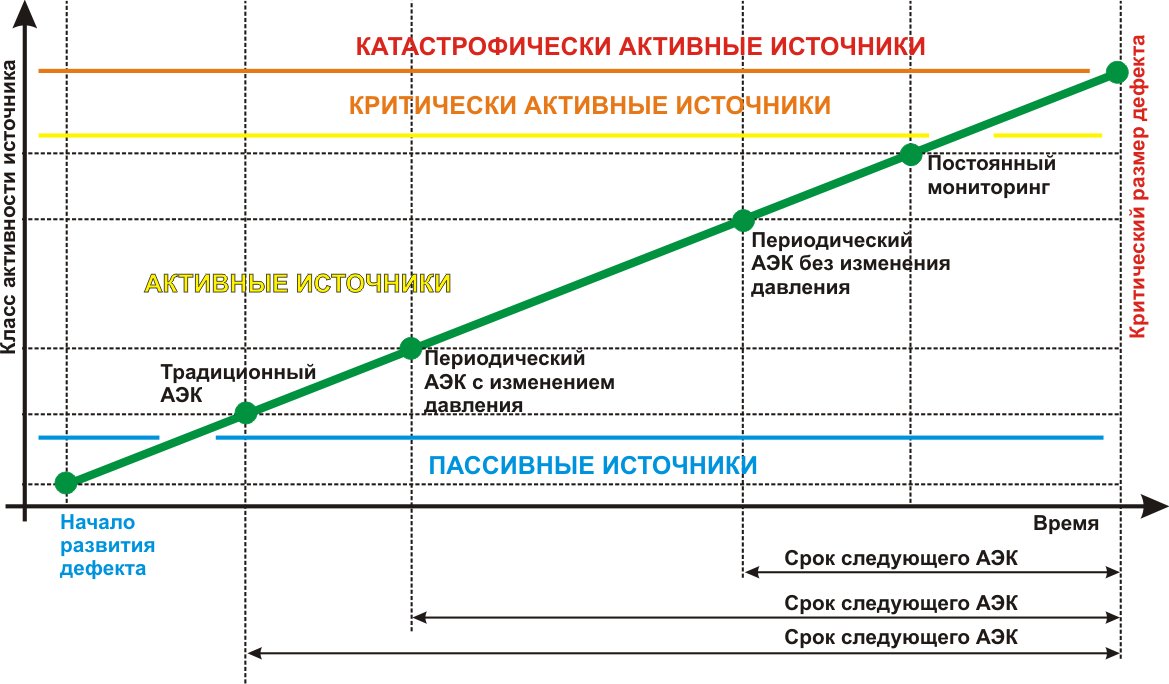
На рисунке ниже схематически (не в масштабе) представлено рост дефекта от начала его развития до достижения критического размера, а также сравнительная чувствительность различных методов АЭК.
Если принять, что традиционный АЭК позволяет выявлять дефекты, начиная с ранних стадий их развития, то АЭК в виде периодического или постоянного мониторинга имеет меньшую чувствительность. Однако традиционный АЭК может быть проведен только во время вывода ТУ из эксплуатации. Если модель развития дефектов для данного ТУ допускает развитие дефекта до критического уровня за меньшее время, чем время между плановыми ремонтами, то такой тип АЭК недостаточен для обеспечения достаточного уровня безопасности ТУ. Периодический АЭК работающего оборудования с изменением давления или без может быть проведен практически в любое время без вывода ТУ из эксплуатации. Также как и в случае традиционного АЭК, периодичность такого АЭК не должна превышать ожидаемого времени роста дефекта, с учетом более низкой чувствительности периодического АЭК.
Системы постоянного мониторинга постоянно отслеживают состояние ТУ, но имеют наименьшую «интегральную» чувствительность по сравнению с другими видами АЭК, и время между выявлением дефекта и переходом его в фазу «критического» относительно невелико. Для таких систем необходимо использование адекватной системы оценки и оповещения о наличии дефектов.
Математическая модель и сценарии зарождения и развития дефектов, а также вероятность их выявления различными видами НК, в том числе и при мониторинге, должна быть оценена теоретически и подтверждена практически на начальном этапе проектирования системы комплексного мониторинга.
В заключение надо сказать, что комплексный мониторинг технологического оборудования – важная задача, которая должна повысить надежность его эксплуатации.
На наш взгляд, проекты постоянного мониторинга должны предваряться реализацией пилот-проектов периодического мониторинга (желательно с изменением давления) для определения параметров, систем оценки, организационных мероприятий.
При реализации систем постоянного мониторинга необходимо предусматривать возможность оперативного доступа специалистов исполнителя к системе, регистрируемым данным (через Интернет и т.п.). Как правило, оценка АЭ источников, класса III (критически активных) должна проводиться не в автоматическом, а в индивидуальном порядке специалистами исполнителя, в том числе с использованием данных формы сигнала, технологий корреляционного анализа, распознавания образов и т.п.
Российские компании, работающие в области постоянного мониторинга оборудования:
- Алькор
- Интерюнис
- Диапак
Коррозионный мониторинг
Также, одним из основных мероприятий при увеличении межремонтного пробега установок нефтеперерабатывающих и нефтехимических предприятий является осуществление постоянного контроля над скоростью коррозионных процессов, как важнейшей составляющей всей системы мониторинга за техническим состоянием оборудования. Другой, не менее важной задачей, является выполнение различных антикоррозийных мероприятий, успех применения которых также определяется эффективностью применяемого метода коррозионного контроля. Идет ли речь о реагентной обработке технологических сред нейтрализаторами, ингибиторами промывочными растворами, катодной, анодной или протекторной защите, во всех случаях должна предусматриваться возможность оценки достигаемых при этом результатов, а на их основе – регулирования режима антикоррозийной защиты.
К настоящему времени осуществлены отдельные разработки, позволяющие контролировать различные коррозионные процессы на эксплуатирующемся оборудовании. Есть методы, позволяющие с той или иной степенью достоверности отслеживать общий коррозионный износ, а так же в некоторых случаях локальные коррозионные процессы. Многие из этих методов контроля совмещены с системами противокоррозийной защиты и автоматизированы. Таким образом, технические предпосылки для осуществления коррозионного мониторинга целого ряда производственных процессов существуют.
В такой ситуации на первый план выходит выбор метода оценки коррозионной агрессивности технологической среды и определение мест контроля, наиболее полно отражающих коррозионную ситуацию. К сожалению, применительно к нефтеперерабатывающим производствам, которые обычно имеют дело с сернистыми соединениями, ряд методов коррозионного контроля, приборное обеспечение которых освоено отечественной промышленностью, остаются не объективными в силу некоторых особенностей сероводородсодержащих технологических сред. Для таких производств перспективной представляется оценка коррозионных показателей по результатам измерений величины потока водорода через металлическую стенку. Такая возможность основывается на том явлении, что в средах, содержащих сероводород, значительная часть общего количества водорода, образовавшегося на внутренней поверхности аппарата в процессе коррозии металла, диффундирует в атомарном состоянии через стенку корпуса аппарата или трубопровода на наружную поверхность. Величина потока водорода через металл в этих случаях примерно пропорциональна величине скорости коррозии металла. Существуют приборы, позволяющие измерять потоки водорода как путем погружения в технологическую среду специальных датчиков, так и замером непосредственно через стенку аппарата или трубопровода. Метод хорош своей объективностью, т.к. отражает реальные коррозионные процессы, протекающие на внутренней поверхности оборудования, оперативностью, что позволяет использовать его для контроля над эффективностью защитных мероприятий, и легкостью автоматизации.
Способ контроля, основанный на измерении потоков водорода, успешно был применен на ряде установок деасфальтизации гудрона при наладке режима ингибиторной защиты оборудования от низкотемпературной сероводородной коррозии. Кроме того, метод может также результативно использоваться для оперативного контроля изменений коррозионной агрессивности технологических сред в процессе осуществления антикоррозийных мероприятий на установках первичной переработки нефти, газофракционирования, блоках стабилизации бензинов, блоках предварительной гидроочистки сырья риформинга и на любом другом оборудовании, коррозия металла которого протекает по электрохимическому механизму с участием сероводорода.
